The laser gets the headlines. The punch does the work it can't.
Sheet metal has been the family trade since 1979 — Martin started on the shop floor at 14 in his father's business. Bolton Sheetmetal Ltd has carried the craft forward since 2011. The laser is the right tool for clean profiles in thicker material. The punch is the right tool for everything with a feature in it — and a lot of real fabrication work has features.
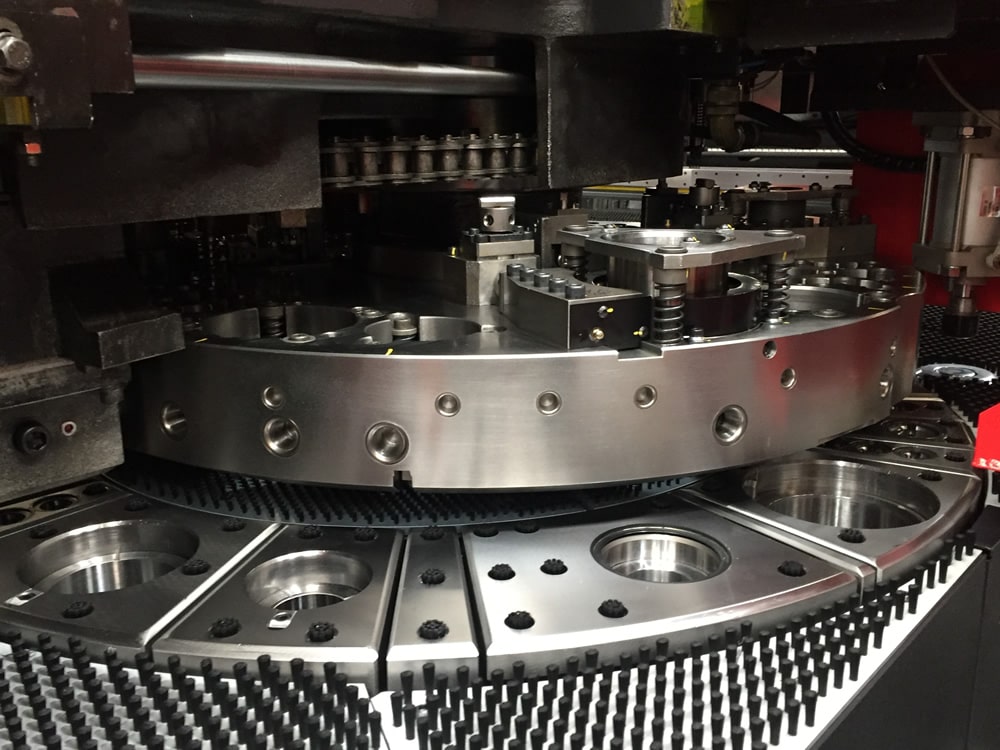
Our turret punch is a 30-tonne Amada EMZ 3510 — an electric turret press holding ±0.1mm. It punches mild steel up to 3mm, but thickness isn't why you bring work here. You bring it here because it forms louvres, dimples, countersinks and extrusions in the same cycle as the holes; taps threads in the turret; and runs pre-painted material the laser physically can't touch. One setup, finished part.


Whether it's one bracket with a few tapped holes or a production run of pre-painted enclosure panels with louvres formed in, the workflow is the same: drawing check, tooling, punch and form, ready for the next operation.